ความสูญเปล่าที่ไม่สูญเปล่า ในภาวะเศรษฐกิจที่เจ้าของธุรกิจ ต้องรู้!
ความสูญเปล่าที่ไม่สูญเปล่า ในภาวะเศรษฐกิจที่เจ้าของธุรกิจ ต้องรู้! เป็นสมการพื้นฐานที่ทุกธุรกิจย่อมทราบกันเป็นอย่างดี เมื่อธุรกิจประสบปัญหาที่รุมเร้าธุรกิจก็ต้องปรับตัวเพื่อให้ได้กำไรอย่างน้อยก็ต้องไม่ต่ำกว่าที่เคยตั้งเป้าหมายไว้ แต่ในสภาวะที่ยอดขายอาจทำไม่ได้เท่าที่กำหนดไว้เพราะปัญหาของเศรษฐกิจโดยรวม
ความสูญเปล่า ยอดขาย – ต้นทุน = กำไร

เป็นสมการพื้นฐานที่ทุกธุรกิจย่อมทราบกันเป็นอย่างดี เมื่อธุรกิจประสบปัญหาที่รุมเร้าธุรกิจก็ต้องปรับตัวเพื่อให้ได้กำไรอย่างน้อยก็ต้องไม่ต่ำกว่าที่เคยตั้งเป้าหมายไว้ แต่ในสภาวะที่ยอดขายอาจทำไม่ได้เท่าที่กำหนดไว้เพราะปัญหาของเศรษฐกิจโดยรวมเช่นที่ SMEs ไทยพบอยู่ในขณะนี้ เพราะผู้บริโภคขาดความเชื่อมั่นในเศรษฐกิจของประเทศเนื่องจากการเกิดเงินเฟ้อในอัตราที่สูงตามระดับเงินเฟ้อที่เกิดขึ้นทั่วโลก
อีกทั้งผลกระทบจากวิกฤตจากโรคโควิด 19 และที่พวกเขาต้องมีรายจ่ายที่เพิ่มขึ้นจากการประกาศขึ้นอัตราดอกเบี้ยนโยบายของธนาคารแห่งประเทศไทย เหล่านี้จึงทำให้ผู้บริโภคจำนวนมากที่จะลดการใช้จ่ายของตนเองและครอบครัว เขาเลือกที่จะถือเงินสดไว้กับตัวเองมากกว่า
การเพิ่มยอดขายเป็นความคิดเชิงกลยุทธ์ที่สร้างสรรค์ไม่ใช่การทำอะไรที่ง่าย ๆ อย่างที่ทำกันเช่นการลดราคา หรือการเพิ่มการโฆษณา ประชาสัมพันธ์ด้วยสื่อต่างๆ หรือกระทั่งการทำการส่งเสริมการขาย (Sale Promotion) การลงทุนในกิจกรรมต่างๆ ที่กล่าวมาธุรกิจได้เคยทำการวิเคราะห์เพื่อดูว่าจะเกิดผลลัพธ์ที่ดีตามที่คาดไว้หรือไม่ หรือเพียงคิดว่าต้องทำเท่านั้น เคยคิดเลยไปถึงว่าหากไม่เป็นไปตามที่คาดหวังไว้จะต้องทำอย่างไรต่อไปเพื่อให้ได้ผลลัพธ์ตามเป้าหมายหรือไม่
อย่างไรก็ตามการเพิ่มรายได้เป็นสิ่งที่ต้องกระทำเพราะจะมีผลดีต่อธุรกิจในระยะยาวมากกว่าการลดต้นทุน เพียงแต่ในสถานการณ์ปัจจุบันที่ SMEs ไทยต้องได้รับผลกระทบอันเกิดจากต้นทุนที่เพิ่มขึ้นเนื่องจาก การขึ้นค่าแรงขั้นต่ำ การขึ้นค่าไฟฟ้า การขึ้นอัตราดอกเบี้ยนโยบาย และราคาของน้ำมันเชื้อเพลิงที่ผันผวนมากในช่วง 2 – 3 เดือนที่ผ่านมาซึ่งยังไม่มีใครบอกได้ว่าจะไปในทิศทางใดว่าจะเป็นบวกหรือลบเท่าไร ซึ่งก็เป็นความเสี่ยงที่ต้องติดตามอย่างใกล้ชิด
สิ่งที่ธุรกิจต้องทำคือหาผลกระทบจากปัจจัยต่างๆ ที่กล่าวมาว่าทำให้ต้นทุนของตนเองเพิ่มขึ้นเป็นจำนวนเท่าไรโดยคิดออกมาในรูปของเปอร์เซ็นต์ของต้นทุนที่เพิ่มขึ้น (โดยการติดตามข่าวสารในเรื่องเหล่านั้นจากสื่อต่างๆ ที่เชื่อถือได้ออกมาในรูปของเปอร์เซ็นต์ที่เพิ่มขึ้น และมีผลกระทบต่อธุรกิจของเราในส่วนนั้นๆ อย่างไร เท่าไร) เปอร์เซ็นต์ของต้นทุนที่เพิ่มขึ้นก็คืออัตรากำไรของเราที่ลดลงถ้าหากยังได้ยอดขายเท่าเดิม
แต่ถ้ายอดขายไม่เป็นไปตามที่คาดหวังไว้โดยลดลง อัตรากำไรของเราก็ยิ่งน้อยลงตามไปด้วย ดังนั้นเพื่อรักษาอัตราของผลกำไรที่ต้องการ ธุรกิจจำเป็นจะต้องควบคุมต้นทุนให้อยู่ในระดับที่ยังคงสร้างกำไรที่ต้องการได้
ต้นทุน

ต้นทุนเป็นหน่วยพื้นฐานของข้อได้เปรียบทางการแข่งขัน ดังที่เป็นหนึ่งในกลยุทธ์ซึ่ง Michael E. Porter ได้นำเสนอไว้ในหัวข้อกลยุทธ์ต้นทุนต่ำ ต้นทุนเกิดจากกิจกรรมและข้อได้เปรียบด้านต้นทุนก็มาจากการทำกิจกรรมบางอย่างได้อย่างมีประสิทธิภาพเหนือคู่แข่ง
ในทางธุรกิจ ความสูญเปล่า (Waste) เป็นส่วนที่ทำให้ต้นทุนเพิ่มขึ้นโดยไม่จำเป็น ความสูญเปล่าเป็นหนึ่งในองค์ความรู้ของระบบ TPS หรือ Toyota Production System ระบบที่เป็นที่นิยมไปทั่วโลกไม่เพียงแต่ใช้ในกระบวนการผลิต และประกอบรถยนต์ชื่อดังก้องโลกอย่างโตโยต้าเท่านั้น ระบบ TPS ได้ถูกนำไปประยุกต์ใช้กับการดำเนินการทางธุรกิจอีกหลายอย่างในบริษัทอื่นๆ แม้กับธุรกิจบริการอีกด้วย
ผู้ให้กำเนิดระบบ TPS คือ ไทอิจิ โอโนะ (Taiichi Ohno) ความสูญเปล่า คือ ค่าใช้จ่ายหรือการลงทุนต่างๆ ที่เกิดขึ้นแต่ไม่ได้สร้างคุณค่าให้กับลูกค้า ซึ่งเป็นใจความสำคัญของแนวคิดแบบลีน (Lean) คือการลดความสูญเปล่า (Waste) ในกระบวนการต่างๆ เพราะในทางธุรกิจแล้ว ความสูญเปล่านี่เองที่เป็นปัจจัยต้นๆ ของการกำหนดผลกำไรของบริษัท ซึ่งอาจจะอยู่ในรูปแบบของ เวลา วัสดุ หรือแรงงานก็ได้
DOWNTIME
องค์การเพิ่มผลผลิตแห่งเอเชีย (Asian Productivity Organization – APO) ได้ให้นิยามของความสูญเปล่าในรูปแบบที่จำได้ง่ายเป็นภาษาอังกฤษว่า DOWNTIME โดยนำเสนอให้ทุกองค์กรต้องสำรวจตรวจสอบ และดำเนินการลดทอนหรือกำจัดออกไปให้ได้ ด้วยการใช้กระบวนการคิดแบบลีน (Lean Thinking) ได้แก่
1.D – Defects (Wrong/inaccurate information, rework)
เกิดของเสีย ข้อผิดพลาด และการแก้ไขงานอยู่เสมอ
2.O – Overproduction (Producing too much, too early)
การผลิตมากเกินไป คาดการณ์ผิด หรือเผื่อกรณีมีปัญหา อันเนื่องมาจากระบบการผลิตเชื่อถือไม่ได้
3.W – Waiting (For people, information or supplies)
ความล่าช้า และการรอคอยอันเนื่องมาจากความไม่พร้อมหรือเตรียมการไม่ทัน ทำให้ขาดข้อมูล ขาดวัตถุดิบ ขาดคน ขาดอุปกรณ์ เป็นต้น
4.N – Non-utilized Talent (Poor utilization of existing talents, ideas, abilities, and skill sets)
การใช้ประโยชน์จากทรัพยากรที่มีอยู่ไม่ได้เต็มที่ หรือเต็มกำลังความสามารถ โดยเฉพาะทักษะ ความรู้ และความสามารถของคน
5.T – Transportation (Movement of something farther than necessary)
มีการขนส่ง เคลื่อนย้ายในระยะทางไกล อ้อมไปมา ใช้เวลามาก หรือระยะทางใกล้แต่เคลื่อนย้ายบ่อย
6.I – Inventory (Excess stock or things in queue waiting)
สินค้าคงคลัง โดยเฉพาะวัตถุดิบและชิ้นส่วนมากเกินความจำเป็น เป็นภาระในการดูแล เปลืองสถานที่จัดเก็บ ต้นทุนจม และยังอาจทำให้เสื่อมสภาพได้ด้วย
7.M – Motion (Unnecessary motion not required to perform tasks)
การเคลื่อนไหวของผู้ปฏิบัติงานที่ไม่ถูกหลักการยศาสตร์ เป็นผลให้เกิดการล้า บาดเจ็บ และทำงานได้ช้าลง
8.E – Excess Processing (Producing things or completing a task not needed)
ขั้นตอนการผลิตไม่มีประสิทธิผล ออกแบบกระบวนการไม่ดี ทำให้ผลิตได้ไม่เต็มกำลัง
ความสูญเปล่าตามแนวความคิดดั้งเดิมแบ่งออกเป็น 7 ประการ ที่เรียกกันคุ้นหูเป็นคำคล้องจองในแบบไทยๆ ว่า ย้ายบ่อย คอยนาน สต๊อกบาน งานผิด ผลิตเกิน เดิน-เอื้อม-หัน ขั้นตอนไร้ค่า และมาเพิ่มเติมอีกหนึ่งความสูญเปล่าในยุคหลังคือ การใช้ประโยชน์จากทรัพยากรไม่เต็มกำลัง
ปัจจุบันมีการนำแนวคิดลีน มาใช้ในภาคบริการกันมากขึ้น ในกรณีตัวอย่างงานด้านสาธารณสุข ถ้าเราตระหนักและมุ่งมั่นที่จะพัฒนาปรับปรุง โดยเริ่มต้นสำรวจตรวจสอบความสูญเปล่าในทุกกระบวนการหรือขั้นตอนของการรักษาพยาบาล ตั้งแต่ผู้ป่วยและญาติเข้ามาที่โรงพยาบาล อาทิ ซักประวัติ ตรวจวินิจฉัย ให้การรักษา จ่ายยา ชำระเงิน นัดหมาย จนกระทั่งออกจากโรงพยาบาลไป
ดัดแปลงจากหนังสือ Lean Six Sigma
ผู้เขียน Breakthrough Management Group with Neil DeCarlo โดย จำลักษณ์ ขุนพลแก้ว

“DOWNTIME examples in the healthcare setting”
จากจดหมายข่าว APO News (July-August 2014) Volume 44 Number 4
ความสูญเปล่า ลักษณะ สาเหตุ ปัญหา และการปรับปรุง
ความสูญเปล่า
1.Defect
เมื่อของเสียถูกผลิตออกมา ของเสียเหล่านั้นอาจถูกนำไปแก้ไขใหม่ให้ได้คุณสมบัติตามที่ลูกค้าต้องการ หรือถูกนำไปกำจัดทิ้ง ดังนั้นจึงทำให้มีการสูญเสียเนื่องจากการผลิตของเสียขึ้น
ลักษณะของความสูญเปล่า
- ใช้พื้นที่ เครื่องมือ และพนักงานในการแก้ปัญหาของเสียมาก
- เกิดความผิดพลาดในเวลาการจัดส่ง
- ทำให้ผลกำไรน้อยเนื่องจากมีเศษของเสีย
- ภาพลักษณ์ที่ไม่ดีต่อองค์การ
สาเหตุ
- วิธีการผลิตที่ไม่ถูกต้อง
- การออกแบบสำหรับการผลิตไม่เหมาะสม
- วัตถุดิบไม่ได้คุณภาพ
- ความเสียหายจากการขนย้าย
- ขาดการตรวจสอบ และติดตามป้องกันข้อบกพร่อง
ปัญหา
- ต้นทุนวัตถุดิบ เครื่องจักรแรงงาน สูญเสียไปโดยเปล่าประโยชน์
- สิ้นเปลืองสถานที่ในการจัดเก็บและกำจัดของเสีย
- เกิดการทำงานช้าเพื่อแก้ไขงาน
- เกิดต้นทุนค่าเสียโอกาส
การปรับปรุง
- สร้างระบบการปรับปรุงคุณภาพโดยการป้องกัน (Quality Improvement by Prevention) ซึ่งมีวิธีการ คือ
- ค้นหาของเสียก่อนถึงลูกค้า
- แจกแจงความถี่ลักษณะของเสีย
- หาสาเหตุของเสียแต่ละลักษณะ
- กำจัดสาเหตุด้วยการสร้างมาตรฐานของการทำงาน และมาตรฐานวัตถุดิบที่ถูกต้อง
- ดูแลให้พนักงานต้องปฏิบัติงานให้ถูกต้องตามมาตรฐานตั้งแต่แรก
- อบรมพนักงานให้มีความรู้ ความเข้าใจ สามารถปฏิบัติงานได้ถูกต้องตามมาตรฐาน
- บำรุงรักษาเครื่องจักรให้อยู่ในสภาพที่ดี
- พยายามปรับปรุงอุปกรณ์ที่สามารถป้องกันการทำงานที่ผิดพลาด (Poka-Yoke)
- ฝึกให้พนักงานมีจิตสำนึกทางด้านคุณภาพ
- ให้มีการตอบสนองข้อมูลทางด้านคุณภาพอย่างรวดเร็วในทุกขั้นตอนการทำงาน (Quick response system)
- ปรับปรุงการออกแบบการผลิต
- ลดความสูญเสียเนื่องจากการเก็บวัสดุคงคลัง (Inventory)
- ลดความสูญเสียเนื่องจากการขนส่ง (Transportation)
- ลดความสูญเสียเนื่องจากการเคลื่อนไหว (Motion)
- ลดความสูญเสียเนื่องจากกระบวนการผลิต (Processing)
- ลดความสูญเสียเนื่องจากการรอคอย (Delay)
- ลดความสูญเสียเนื่องจากการผลิตของเสีย (Defect)
ความสูญเปล่า
2. Overproduction
การผลิตสินค้าปริมาณมากเกินความต้องการการใช้งานในขณะนั้น หรือผลิตไว้ล่วงหน้าเป็นเวลานาน มาจากแนวความคิดเดิมที่ว่าแต่ละขั้นตอนจะต้องผลิตงานออกมาให้มากที่สุดเท่าที่จะทำได้ เพื่อให้เกิดต้นทุนต่อหน่วยต่ำสุดในแต่ละครั้งโดยไม่ได้คำนึงถึงว่าจะทำให้มีงานระหว่างทำ (Work in Process, WIP) ในกระบวนการเป็นจำนวนมากและทำให้กระบวนการผลิตขาดความยืดหยุ่น
ลักษณะของความสูญเปล่า
- เกิดความต้องการพื้นที่ในการจัดเก็บงานระหว่างกระบวนการผลิต (Work In Process: WIP)
- เกิดการขนย้ายไปเก็บชั่วคราวเมื่อใช้ไม่หมด
- เมื่อเกิดของเสียจากกระบวนการก่อนหน้าจะไม่ได้รับการแก้ไขในทันที
- ใช้เวลาในการผลิตนาน
สาเหตุ
- ความสามารถของแต่ละกระบวนการไม่เท่ากัน
- แนวคิดที่ผลิตให้จำนวนมากที่สุด เพื่อลดต้นทุนต่อหน่วยลง
- มีการใช้ระบบการให้ค่าแรงจูงใจ
ปัญหา
- เสียเวลาและแรงงานไปในการผลิตที่ยังไม่จำเป็น
- เสียพื้นที่ในการจัดเก็บ WIP
- เกิดการขนย้าย
- ของเสียไม่ได้รับการแก้ไขทันที
- ต้นทุนจม
- ปิดบังปัญหาการผลิต
การปรับปรุง
- บำรุงรักษาเครื่องจักรให้มีสภาพพร้อมใช้งานตลอดเวลา
- ลดเวลาการตั้งเครื่องจักร (Reduce Setup Time)โดยศึกษาเวลาในการตั้งเครื่องจักร จากนั้นทำการปรับปรุง
- จัดเตรียมเครื่องมือและอุปกรณ์ให้พร้อมก่อนเริ่มตั้งเครื่อง
- แยกขั้นตอนที่ทำได้ในขณะที่เครื่องจักรยังทำงานอยู่ออกจากขั้นตอนที่ต้องทำเมื่อเครื่องจักรหยุดเท่านั้น
- จัดลำดับขั้นตอนในการตั้งเครื่องจักรให้เหมาะสม
- กระจายงานอย่างเหมาะสมโดยไม่ให้เกิดการรองาน
- จัดหา / ทำอุปกรณ์เพื่อช่วยในการกำหนดตำแหน่งอย่างรวดเร็ว
- ปรับสายการผลิตให้สมดุล (Line Balancing) เพื่อกำจัดจุดที่เป็นคอขวด (Bottleneck)ในกระบวนการ เพื่อลดรอบเวลาการผลิต
- ผลิตในปริมาณและเวลาที่ต้องการเท่านั้น
- ปรับระดับการผลิตให้เหมาะสมกับความต้องการทั้งปริมาณ และเวลาการส่งมอบ
- กำหนดการผลิตในแต่ละ Lot ให้น้อยลง
- ฝึกให้พนักงานมีทักษะหลายด้าน (Multi-Skill)
ความสูญเปล่า
3. Waiting
การรอคอยเกิดจากการที่เครื่องจักร หรือพนักงานหยุดการทำงานเพราะต้องรอคอย บางปัจจัยที่จำเป็นต่อการผลิต เช่น การรอวัตถุดิบ การรอคอยเนื่องจากเครื่องจักรขัดข้อง
การรอคอยเนื่องจากกระบวนการผลิตไม่สมดุลการรอคอยเนื่องจากการเปลี่ยนรุ่นการผลิต เป็นต้น
ลักษณะของความสูญเปล่า
- พนักงานรอเครื่องจักรทำงาน
- เครื่องจักร หรือวัตถุดิบรอคนมาทำงาน
- มีการรอชิ้นงานจากกระบวนการก่อนหน้า
- การรอการตั้งเครื่อง
- การรอการซ่อมเครื่องจักร
สาเหตุ
- วิธีการทำงานของแต่ละกระบวนการที่ไม่สอดคล้องกัน
- ใช้เวลาในการตั้งเครื่องจักรนาน
- ประสิทธิภาพของเครื่องจักร
ปัญหา
- ต้นทุนที่สูญเปล่าของแรงงาน เครื่องจักรและค่าโสหุ้ย ที่ไม่ก่อให้เกิดมูลค่าเพิ่ม
- เกิดต้นทุนค่าเสียโอกาส
- เกิดปัญหาเรื่องขวัญและกำลังใจ
- ใช้อุปกรณ์เพื่อช่วยให้เกิดความสะดวกในการปรับเปลี่ยนกระบวนการผลิต
การปรับปรุง
- จัดวางแผนการผลิต แผนการเข้าของวัตถุดิบและลำดับการผลิตให้สอดคล้อง
- วางระบบบำรุงรักษาเครื่องจักรเชิงป้องกัน (Preventive Maintenance) ให้เครื่องจักรมีสภาพพร้อมใช้งานตลอดเวลา
- จัดสรรปริมาณงาน แรงงาน และเครื่องจักรให้เกิดความสมดุลในสายการผลิต
- วางแผนขั้นตอนการปรับเปลี่ยนกระบวนการผลิต และจัดสรรกำลังคนให้เหมาะสม
- เตรียมเครื่องมือที่จะใช้ในการปรับเปลี่ยนกระบวนการผลิตให้พร้อมก่อนหยุดเครื่อง
- จัดหาและใช้อุปกรณ์เพื่อช่วยให้เกิดความสะดวกในการปรับเปลี่ยนกระบวนการผลิต เพื่อลดเวลาการตั้ง เครื่องจักร
- ฝึกให้พนักงานมีทักษะหลายด้าน (Multi-Skill)
ความสูญเปล่า
4. Non-utilized/underutilized talent
แนวคิดของ Non- utilized /underutilized เป็นการเพิ่มจากความสูญเปล่าดั้งเดิมของญี่ปุ่น
เป็นการใช้งานคนได้ไม่เต็มศักยภาพที่เขามีอยู่ หรือการจัดพนักงานลงในที่ที่เขาไม่ได้ใช้ทักษะ ความรู้ ความสามารถที่จะก่อประโยชน์ในการสร้างคุณค่าให้กับงาน
มักเกิดจากการขาดความใสใจในการคัดเลือกคนงาน ใช้คนไม่ถูกกับงานและหน้าที่ หรือละเลยในเรื่องการฝึกอบรม พัฒนาแรงงาน รวมไปถึงการที่พนักงานเข้าและออกถี่เกินไปด้วย
ลักษณะของความสูญเปล่า
- พนักงานไม่มีความภักดีต่อองค์การ
- การทำงานไม่มีผลิตภาพ (Productivity)
- ความสูญเปล่าที่เหลือทั้ง 7 ประการไม่มีประสิทธิภาพ
- พนักงานไม่รู้ว่าต้องทำอะไรให้องค์การ
สาเหตุ
- ขาดการทำงานเป็นทีม
- ไม่มีการฝึกอบรมก่อนเริ่มงานและการฝึกอบรมต่อเนื่อง
- มีการสื่อสารที่ไม่สร้างควาเข้าใจร่วมกัน
- พนักงานไม่ได้มีส่วนร่วมในการแก้ไขปัญหา
- คำอธิบายงานและผลลัพธ์ที่ต้องการได้ไม่ชัดเจน
- การบริหารจัดการทั่วไปที่ขาดคุณภาพ
ปัญหา
- ไม่ได้ผลงานตามที่ต้องการ
- ทำงานไม่ทันกำหนด
- เกิดความสูญเสียในกระบวนการทำงาน
- การกระจายงานไม่สมดุล
- การขาดงานสูง
- ไม่มีการพัฒนากระบวนการทำงาน
การปรับปรุง
- การให้คนที่เหมาะสมทำงานที่เหมาะสม (PUT THE RIGHT MAN TO THE RIGHT JOB)
- มีหลักเกณฑ์ที่ดีในการคัดเลือกคนเข้าทำงาน
- มีการฝึกอบรมก่อนการทำงาน
- พัฒนาฝีมือแรงงานที่เหมาะสม
- หาสาเหตุของการลาออกจากงาน
ความสูญเปล่า
5. Transportation
คือ ความสูญเปล่าที่เกิดจากการเคลื่อนย้ายชิ้นส่วน วัตถุดิบ หรือผลิตภัณฑ์จากที่หนึ่งไป ยังอีกที่หนึ่งโดยไม่มีความจำเป็น หรือเป็นการนำไปเก็บไว้ชั่วคราว ซึ่งการขนส่งเหล่านี้เป็นความจำเป็น แต่ก็มิได้ทำให้เกิดมูลค่าเพิ่ม และยังทำให้เกิดค่าใช้จ่ายอีกด้วย โดยระยะทางยิ่งไกล คุณภาพของชิ้นส่วนก็ยิ่งลดลง และเกิดค่าใช้จ่ายเพิ่มขึ้น ดังนั้นจึงควรลดระยะทางการขนส่งหรือ เคลื่อนย้ายให้เหลือน้อยลงที่สุดหรือให้เหลือเท่าที่จำเป็นเท่านั้น การขนส่งเป็นกิจกรรมที่ไม่ก่อให้เกิดมูลค่าเพิ่มแก่วัสดุดังนั้นจึงต้องควบคุมและลดระยะทางในการขนส่งลงให้เหลือเท่าที่จำเป็นเท่านั้น
ลักษณะของความสูญเปล่า
- ต้องมีการใช้อุปกรณ์ หรือเครื่องจักรในการขนย้ายจำนวนมาก
- การที่มีคลังพัสดุหลายแห่ง
- วัสดุเกิดความเสียหาย
สาเหตุ
- มีการผลิตครั้งละจำนวนมาก
- ละเลยการทำกิจกรรม 5ส.
- ไม่ได้ให้ความสำคัญกับการวางผังโรงงาน
ปัญหา
- ต้นทุนในการขนส่งได้แก่เชื้อเพลิงแรงงาน
- เสียเวลาในการผลิต
- วัสดุเสียหายหากวิธีการขนส่งไม่เหมาะสม
- เกิดอุบัติเหตุหากขาดความระมัดระวังในการขนส่ง
การปรับปรุง
- วางผังเครื่องจักรใหม่ จัดลำดับเครื่องจักรตามกระบวนการผลิตให้อยู่ในบริเวณเดียวกันเพื่อลดระยะทางขนส่งในแต่ละขั้นตอน
- ปรับปรุงการขนถ่ายวัสดุ ลดการขนส่งซ้ำซ้อน เพื่อลดปริมาณการขนถ่ายให้น้อยลง
- ใช้อุปกรณ์ขนถ่ายที่เหมาะสม หรือใช้การบรรจุ
- ลดปริมาณชิ้นงานในการขนส่งแต่ละครั้ง เพื่อให้สามารถส่งงานไปให้ขั้นตอนต่อไปได้เร็วขึ้นไม่ต้องเสียเวลารอนาน
- ปรับปรุงการวางผังโรงงาน โดยยึดหลักความสัมพันธ์ระหว่างฝ่ายงานที่เกี่ยวข้องกัน ให้อยู่ในกลุ่มเดียวกัน เช่น การจัดสายการประกอบขั้นสุดท้าย (Final Assembly) ให้อยู่ใกล้กับคลังเก็บสินค้า เพื่อลดระยะทางในการขนส่งเข้าสู่คลังเก็บสินค้า
ความสูญเปล่า
6. Inventory
คือ ความสูญเปล่าที่เกิดจากการเก็บวัสดุ ชิ้นส่วน หรือสินค้าคงคลัง ไว้มากเกินความจำเป็น เกิดจากการซื้อวัสดุคราวละมากๆ เพื่อจะประกันว่าจะมีวัสดุชิ้นส่วน หรือสินค้าคงคลังให้เพียงพออยู่ตลอดเวลาหรือเพื่อให้ได้ส่วนลดจากการสั่งซื้อ จะส่งผลให้วัสดุที่อยู่ในคลังมีปริมาณมากเกินความต้องการใช้งานอยู่เสมอเป็นภาระในการดูแลและการจัดการซึ่งเป็นผลทำให้เกิดค่าใช้จ่ายในการขนส่งพัสดุต่างๆ ค่าจัดเก็บที่สูง และยังเปลืองพื้นที่อย่างไม่จำเป็น
ลักษณะของความสูญเปล่า
- เกิดความต้องการใช้พื้นที่จำนวนมากในการเก็บรักษา
- เกิดค่าใช้จ่ายในการจัดเก็บมาก และต้นทุนจม เช่น ดอกเบี้ย
- วัสดุเกิดการเสื่อมสภาพ ถ้าขาดการจัดเก็บแบบเข้าก่อนออกก่อน (FIFO)
- เมื่อมีการเปลี่ยนแปลงคำสั่งผลิตทำให้เกิดวัสดุตกค้างเป็นจำนวนมาก
สาเหตุ
- ความสามารถของกระบวนการที่ต่ำ ทำให้ต้องผลิตสินค้าไว้จำนวนมาก เพื่อป้องกันการเสียโอกาสจากการไม่มีสินค้า
- วิธีการบริหารพัสดุคงคลังไม่เหมาะสม
- ระบบการพยากรณ์ผิดพลาด
ปัญหา
- ใช้พื้นที่จัดเก็บมาก
- ต้นทุนจม
- วัสดุเสื่อมคุณภาพ (หากระบบการควบคุมวัสดุคงคลังไม่ดีพอ)
- สั่งซื้อซ้ำซ้อน (หากระบบการควบคุมวัสดุคงคลังไม่เพียงพอ)
- ต้องการแรงงานและการจัดการมาก
การปรับปรุง
- กำหนดระดับในการจัดเก็บ กำหนดจุดต่ำสุด และจุดสูงสุดในการจัดเก็บพัสดุแต่ละชนิด มีจุดสั่งซื้อที่ชัดเจน
- ควบคุมปริมาณวัสดุ โดยใช้เทคนิคการควบคุมด้วยการมองเห็น (Visual control) เพื่อให้สามารถเข้าใจและสังเกตได้ง่าย เกิดความสะดวกในการ จัดเก็บ และการหยิบใช้ และทำให้ทราบถึงจำนวนคงเหลือ เพื่อลดความผิดพลาดในการสั่งซื้อ
- ใช้ระบบเข้าก่อน ออกก่อน (First in first out) เพื่อป้องกันไม่ให้มีวัสดุตกค้างเป็นเวลานานจนอาจเสื่อมสภาพได้
- วิเคราะห์หาวัสดุทดแทน (Value engineering) ที่สามารถสั่งซื้อได้ง่ายมาใช้แทน เพื่อลดปริมาณวัสดุที่ต้องทำการจัดเก็บ
- ควบคุมปริมาณการสั่งซื้อ จากอัตราการใช้ด้วยระบบที่ง่ายที่สุด
ความสูญเปล่า
7. Motion
คือ ความสูญเปล่าที่เกิดจากการเคลื่อนไหวของคน ที่การเคลื่อนไหวนั้นไม่ได้มีการสร้าง มูลค่าเพิ่มให้กับสินค้าหรือบริการ หรือการทำงานกับเครื่องมืออุปกรณ์ที่มีน้ำหนัก หรือสัดส่วนที่ไม่ เหมาะสมกับร่างกาย เป็นท่าทางการทำงานที่ไม่เหมาะสม เช่น ต้องเอื้อมหยิบของที่อยู่ไกล ก้มตัวยกของหนักที่วางอยู่บนพื้น ฯลฯ ทำให้เกิดความล้าต่อร่างกายและทำให้เกิดความล่าช้าในการทำงานอีกด้วย
ลักษณะของความสูญเปล่า
- การมองหาเครื่องมือที่จะนำมาใช้
- การเอื้อม หรือการก้มตัวมากเกินความจำเป็น
- วัตถุดิบที่จะต้องใช้วางอยู่ไกล
สาเหตุ
- การจัดวางอุปกรณ์ และวางผังโรงงานไม่เหมาะสม
- ขาดการทำกิจกรรม 5 ส. และการควบคุมด้วยสายตา (Visual Control)
- ขาดมาตรฐานการทำงาน
ปัญหา
- เกิดระยะทางในการเคลื่อนที่ทำให้สูญเสียเวลาในการผลิต
- เกิดความล้าและความเครียด
- อุบัติเหตุ
- เสียเวลาและแรงงานในการทำงานที่ไม่จำเป็น
การปรับปรุง
- ศึกษาการเคลื่อนไหว (Motion study) เพื่อปรับปรุงวิธีการทำงานให้เกิดการเคลื่อนไหวน้อยที่สุดและเหมาะสมที่สุดตามหลักการยศาสตร์ (Ergonomic) เท่าที่จะทำได้
- ใช้หลักการเคลื่อนไหวอย่างประหยัด (Motion Economy) พยายามกำจัดการเคลื่อนไหวที่ไม่จำเป็นออกไป
- จัดสภาพการทำงาน (Working condition) ให้เหมาะสม เช่น การจัดวางเครื่องมือไว้ใกล้จุดปฏิบัติงานเพื่อลดการเดิน
- ปรับปรุงเครื่องมือและอุปกรณ์ในการทำงานให้เหมาะสมกับสภาพร่างกายของผู้ปฏิบัติงาน
- ทำอุปกรณ์ช่วยในการจับยึดชิ้นงาน (Jig, Fixtures) เพื่อให้สามารถทำงานได้อย่างสะดวกรวดเร็วมากยิ่งขึ้น
- ออกกำลังกาย
ความสูญเปล่า
8. Excess Processing
เกิดจากกระบวนการผลิตที่มีการทำงานซ้ำๆ กันในหลายขั้นตอน ซึ่งไม่มีความจำเป็น เพราะงานเหล่านั้นไม่ทำให้เกิดมูลค่าเพิ่มกับผลิตภัณฑ์ รวมทั้งงานในกระบวนการผลิตที่ไม่ช่วยให้ตัวผลิตภัณฑ์เกิดความเที่ยงตรงเพิ่มขึ้นหรือคุณภาพดีขึ้น เช่น กระบวนการตรวจสอบคุณภาพของผลิตภัณฑ์ ซึ่งเป็นกระบวนการที่ไม่ทำให้เกิดมูลค่าเพิ่มกับผลิตภัณฑ์ ดังนั้นกระบวนการนี้ควรรวมอยู่ในกระบวนการผลิตให้พนักงานหน้างานเป็นผู้ตรวจสอบไปพร้อมกับการทำงาน หรือขณะคอยเครื่องจักรทำงาน
ลักษณะของความสูญเปล่า
- เกิดจุดที่เป็นคอขวด (Bottleneck) ของสายการผลิต
- ขาดความชัดเจนในข้อกำหนดของลูกค้า
- การมีสำเนามากเกินความจำเป็น
- การตรวจสอบมากเกินความจำเป็น
สาเหตุ
- การเปลี่ยนแปลงทางวิศวกรรมโดยไม่ได้คำนึงถึงการเปลี่ยนแปลงในกระบวนการผลิต
- นโยบาย และขั้นตอนการดำเนินงานขาดประสิทธิภาพ
- ขาดข้อมูลด้านความต้องการของลูกค้า
ปัญหา
- เกิดต้นทุนที่ไม่จำเป็นของการทำงาน
- สูญเสียพื้นที่การทำงานสำหรับกระบวนการนั้นๆ
- ใช้เครื่องจักรและแรงงานโดยไม่ก่อให้เกิดมูลค่าเพิ่มแก่ผลิตภัณฑ์
การปรับปรุง
- วิเคราะห์กระบวนการ (Process Analysis) เพื่อให้ทราบขั้นตอนทั้งหมดในการทำงาน และพิจารณาเลือกกิจกรรมที่ไม่เหมาะสมมาทำการปรับปรุงโดยใช้ Operation process chart
- ใช้หลักการ 5W1H เพื่อวิเคราะห์ความจำเป็นของแต่ละกิจกรรมของแต่ละกระบวนการ
- หากระบวนการทดแทนที่ก่อให้เกิดผลลัพธ์ของงานอย่างเดียวกัน
- ใช้หลักอีซีอาร์เอส (ECRS) เพื่อปรับปรุงการทำงาน
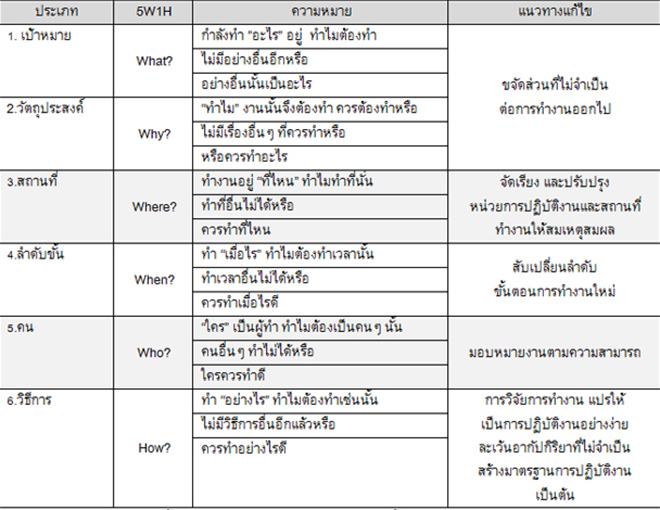
หลักการ 5W1H เพื่อวิเคราะห์ความจำเป็นของแต่ละกระบวนการ

การตรวจพิจารณาด้วยคําถาม 5W และ 1H (What, When, Where, Why, Who, How) เป็นตัวย่อที่ใช้ถามตนเอง เพื่อการตรวจพิจารณาปัญหาอย่างรอบคอบ ไม่ว่าปัญหานั้นเป็นของงานวิเคราะห์ทั้งระบบ หรือบางส่วนของระบบก็ตาม วิธีนี้จะช่วยสร้างโครงสร้างของแผนงาน ปรับปรุงในส่วนรายละเอียดเพื่อเสริมให้แผนงานสับเปลี่ยนของตารางขอบเขตของความเปลี่ยนแปลง เป็นประโยชน์ในเชิงปฏิบัติ ซึ่งจะนําหลักการนี้ไปใช้ในการวิเคราะห์ความจําเป็นของแต่ละขั้นตอนกระบวนการของงาน เพื่อลดความสูญเปล่าจากกระบวนการที่ไม่เหมาะสม
ลักษณะของคำถาม
- What: ทำอะไรอยู่ เป็นการย้ำความคิดตนเองว่าวิธีการที่ทำอยู่คืออะไร
- When: ทำเมื่อไร เป็นการทบทวนจังหวะเวลา และลำดับการทำงานให้เหมาะสม
- Where: ทำที่ไหน เป็นคําถามเพื่อพิจารณาสถานที่ทำงานว่ามีที่เหมาะสมกว่าหรือไม่
- Why: ทําไมทำอยู่อย่างนั้น เป็นการไล่หาวัตถุประสงค์ของงานนั้น จากคําถาม
- What และ Why ทำให้ผู้วิเคราะห์สามารถตรวจพิจารณาลูกโซ่ของวัตถุประสงค์และวิธีการได้
- Who: ใคร (เครื่องไหน) ทำงานนี้อยู่ ควรมีการสับเปลี่ยนพนักงานหรือไม่ เช่น เปลี่ยนคนที่มีประสบการณ์สูงไป ทำงานกับเครื่องจักรที่ซับซ้อน เป็นต้น ซึ่งจะเห็นว่าคําถามนี้ใช้หาความสัมพันธ์ ของคนกับเครื่องจักร
- How: ใช้วิธีอะไรทำงาน เป็นคําถามเกี่ยวกับวิธีการทำงาน ช่วยให้มีความประหยัด และทำงานได้ง่ายขึ้น
การตรวจพิจารณาด้วยตนเองโดยการตั้งคำถามด้วย 5W1H
ลดความสูญเปล่าด้วยหลักการ ECRS
เมื่อสำรวจตรวจสอบพบความสูญเปล่าทั้ง 8 ประการในจุดใดก็ตาม ให้ดำเนินการใน 4 ลักษณะนี้ในทางใดทางหนึ่งคือ ขจัดออกไป (Eliminate) ควบรวมเข้าด้วยก้น (Combine) จัดลำดับขั้นตอนใหม่หรือทำคู่ขนาน (Rearrange) และทำให้ง่ายขึ้นด้วยแนวคิดใหม่หรือเทคนิควิธีการใหม่ (Simplify) จะเห็นผลการเปลี่ยนแปลงอย่างแน่นอน
ECRS เป็นหลักการง่ายๆ ที่สามารถใช้ลดความสูญเปล่าในเบื้องต้นได้เป็นอย่างดี อีกทั้งเพื่อความสะดวกในการวิเคราะห์ความสูญเปล่าด้วยหลักการ ECRS จำเป็นต้องใช้ตารางวิเคราะห์งานและการตั้งคําถาม การลดความสูญเปล่าในการการผลิต, กิจกรรม เป็นสิ่งสำคัญที่ต้องเร่งดำเนินการอย่างรีบด่วนเพราะความสูญเสียจะทำให้ต้นทุนสินค้าเพิ่มสูงขึ้น หากสามารถลดความสูญเปล่าลงได้ก็จะส่งผลให้ประหยัดต้นทุนการผลิต, กิจกรรมลงด้วย อีกทั้งยังช่วยเพิ่มขีดความสามารถในการแข่งขันให้สูงขึ้น แนวทางการลดความสูญเปล่าด้วยหลักการ ECRS มีดังนี้
E = Eliminate
การกําจัด หมายถึง การพิจารณาขั้นตอนการผลิต, กิจกรรมที่ไม่จําเป็นและไม่เกิดมูลค่าเพิ่มกับผลิตภัณฑ์ แล้วกําจัดขั้นตอนการผลิตที่ไม่จําเป็นออกไป รวมทั้งการกําจัดความสูญเสีย ทั้ง 8 ประการ คือ การผลิตเกินจําเป็น การเก็บวัสดุคงคลัง การขนส่ง การเคลื่อนไหว การผลิตมากขั้นตอน การรอคอย การผลิตของเสีย และการใช้ประโยชน์จากทรัพยากรที่มีอยู่ไม่ได้เต็มที่ หรือเต็มกำลังความสามารถ การกําจัดเป็นวิธีการที่มีประสิทธิผลสูงสุดในการปรับปรุงงาน
C = Combine
การรวมกัน หมายถึง การรวมขั้นตอนการผลิต, กิจกรรมให้เหลือน้อยลง โดย พิจารณาว่าสามารถรวมขั้นตอนการผลิต, กิจกรรมให้เหลือน้อยลงได้หรือไม่ ถ้าลดขั้นตอนการผลิตให้เหลือน้อยลงก็จะสามารถลดระยะทางการเคลื่อนที่ทำให้ใช้เวลาในการผลิต,กิจกรรมน้อยลง เช่น จากเดิมเคยทำ 5 ขั้นตอนก็รวมบางขั้นตอนเข้าด้วยกัน ทำให้ขั้นตอนที่ต้องทำลดลงจากเดิม การผลิตก็จะสามารถทำได้เร็วขึ้นและลดการเคลื่อนที่ระหว่างขั้นตอนลงอีกด้วย เพราะถ้ามีการรวมขั้นตอนกัน การเคลื่อนที่ระหว่างขั้นตอนก็ลดลง เป็นการลดการทำงานที่ไม่จำเป็นลงได้
R = Rearrange
การจัดใหม่ หมายถึง การจัดลำดับการผลิตใหม่โดยการโยกย้าย สับเปลี่ยนขั้นตอนการผลิต, กิจกรรมให้เหมาะสมเพื่อลดการเคลื่อนที่เกินจําเป็นหรือลดการรอคอย และ อาจจะสามารถรวมขั้นตอนการผลิตบางส่วนเข้าด้วยกันได้
S = Simplify
การทำให้ง่าย หมายถึง การปรับปรุงวิธีการทำงานให้สะดวกและง่ายขึ้น ด้วยการออกแบบ เช่นการออกแบบงานบริการ (Service Design) เพื่อสร้างประสบการณ์ที่ดีให้กับลูกค้าที่ใช้บริการ หรืออาจจะออกแบบ Jig หรือ Fixture มาช่วยเพื่อให้การทำงานสะดวกและแม่นยํา ซึ่งจะสามารถลด ของเสียลงได้เพราะเป็นการลดการเคลื่อนที่และลดการทำงานที่ไม่จําเป็น
(Jig หมายถึง อุปกรณ์หรือเครื่องมือที่ใช้กำหนดตำแหน่งของชิ้นงานเพื่อเป็นแนวทางเดินของมีดตัด เช่น Jig สำหรับงานเจาะรูหรือทำเกลียว Fixture หมายถึง อุปกรณ์หรือเครื่องมือสำหรับจับยึดชิ้นงานที่ต้องผลิตจำนวนมาก แต่ Fixture ไม่ได้ออกแบบเพื่อเป็นแนวทางเดินของมีดตัด)

ที่ผ่านเราได้นำเสนอการลดต้นทุนด้วยหลักคิดต่างๆ หลายอย่าง เครื่องมือทางการบริหารมีอยู่เป็นอันมากอยู่ที่ธุรกิจจะต้องเลือกใช้ให้เหมาะสมกับสถานการณ์และรูปแบบทางธุรกิจของตนเอง สิ่งที่ไม่ควรทำคือการคิดเองเออเองแต่ต้องพิจารณาจากสภาวะแวดล้อมของธุรกิจ
ความต้องการของผู้บริโภค และเป้าหมายของธุรกิจเอง โดยผ่านขบวนการคิดวิเคราะห์ด้วยการระดมสมองของผู้ที่มีส่วนเกี่ยวข้อง แต่ผู้ตัดสินใจคือผู้นำองค์การ การเลียนแบบวิธีคิดของธุรกิจอื่นไม่ใช่วิธีการที่ถูกต้องเพราะทุกธุรกิจมีลักษณะเฉพาะของตนเอง
การลดต้นทุนต้องเป็นสำนึกที่ต้องมีอยู่ทั่วทั้งองค์การโดยต้องไม่ลดคุณภาพ จึงจะทำให้ธุรกิจอยู่รอด เติบโต และยั่งยืนในที่สุด ธุรกิจต้องทำให้การดำเนินงานมีประสิทธิผล (Operation Effectiveness) หมายถึงการดำเนินกิจกรรมต่างๆ ได้ดีกว่าคู่แข่ง คือความรวดเร็วในการใช้ปัจจัยนำเข้า โดยเกิดประสิทธิภาพสูง และเกิดข้อบกพร่องน้อยกว่าคู่แข่ง
อย่างไรก็ตามเพื่อให้ธุรกิจมีความยั่งยืนต้องมีการเพิ่มขึ้นของรายได้ ด้วยกลยุทธ์และวิธีทางการตลาดที่สร้างสรรค์ซึ่งจะได้นำเสนอในโอกาสต่อไป
อ.สุชาติ กิติเฉลิมเกียรติ
062-949-4156
kitichart@gmail.com
23.08.2022
ผู้อ่านสามารถติดตามข่าวสาร ทุกความเคลื่อนไหวธุรกิจ แฟรนไชส์ และ SMEs รวดเร็ว รอบด้าน
ติดตามได้ที่ Add LINE id: @thaifranchise

ต้องการข้อมูลข่าวสาร ต้องการอัพเดทข้อมูลการตลาด หรือแนวทางการทำธุรกิจ ติดตามได้ที่ https://bit.ly/335phDi
รับฟังบทความต่างๆ ผ่านทาง PodCast ไทยแฟรนไชส์เซ็นเตอร์ https://soundcloud.com/thaifranchisecenter
อ้างอิงจาก https://bit.ly/3KxdrmV